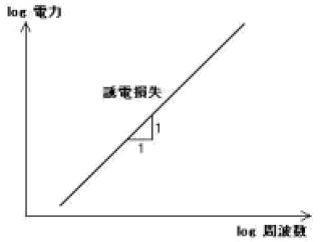
これから数回分けて誘電現象に対して説明して行きたいで す。誘電現象はPCB設計、製作に常に存在する一つの重要 な電磁現象で、設計、製作時に考えなければならないこと で、アート電子は設計時にこのような電磁現象を考慮し、 正しい設計ルールを策定してPCBの設計に取り組んで、PCB の設計、製作の品質を確保しております。 誘電損失 誘電体に交流電圧を加えると、誘電体の電気分極が電場 の変化に追従できなくなり、エネルギーの一部が熱として 空間に放出する、このような熱で損失された現象は誘電損 失と言います。損失された量は周波数と比例になっていま す。